


市面上蓝鹏、明锐、西克、基恩士激光测径仪主流输出分为三类:RS485 Modbus-RTU(推荐,高精度多数据)、4-20mA 模拟量(简易单尺寸)、以太网 TCP/IP(高端高速机型),下面分方案讲硬件接线、PLC 参数、程序、抗干扰、现场调试,适配钢筋焊接 / 轧制产线强干扰工况。
一、方案选型对比
表格
| 通讯方式 | 适用场景 | 优势 | 短板 | 钢筋测径推荐度 |
|---|---|---|---|---|
| RS485 Modbus-RTU | 绝大多数国产激光测径仪(蓝鹏 / 明锐 DDC) | 同时读取外径、偏差、上下限报警、温度、超差根数;精度无损耗、长线 1000 米、成本低 | 需写 Modbus 读写程序 | ★★★★★首选 |
| 4-20mA 模拟量 | 只需要读取单一线径、预算有限 | 接线简单、无需通讯程序 | 仅单一路径,偏差 / 报警无法同步传输,焊机干扰易跳数 | ★★★简易替代 |
| 以太网 TCP/IP | 基恩士 / 西克高端测径仪、多台组网 | 速度最快、多台并联、数据量大 | 需要 PLC 带网口,成本高 | ★★★高端产线 |
二、方案 1:RS485 Modbus-RTU 通讯(主流测径仪 + 三菱 FX/FX5U/Q)
1. 硬件选型
PLC 侧通讯配件
1)FX3U/FX3G:加装 FX3U-485-BD 通讯板2)FX5U:机身自带 RS485 端子,无需扩展板3)Q03U/Q06U:QJ71C24N-R2 串口模块
测径仪侧
绝大多数激光测径仪标配 RS485,协议 Modbus-RTU,出厂参数:9600/8N1,从站地址 1,测量外径存在保持寄存器 H0000、H0001(整数 + 小数位,手册查寄存器表)。
接线规范(抗干扰重中之重,焊机现场必屏蔽)
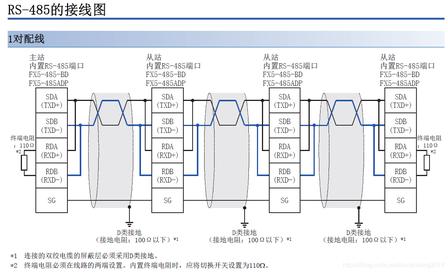
FX5U 485标准接线
双绞线屏蔽线:A (DA+) ↔ 测径仪 A;B (DB-) ↔ 测径仪 B;SG 信号地对接测径仪 GND
总线首尾两端开启 120Ω 终端电阻:PLC 板拨至 110Ω,测径仪终端电阻 ON
屏蔽层仅控制柜 PLC 侧单端接地,测径仪端屏蔽悬空,杜绝地环路漂移
485 信号线单独线槽,与变频器 380V 动力线、焊接主线间距≥30cm,垂直交叉走线
线缆穿过铁氧体磁环 2 圈,抑制焊机变压器高频干扰
2. PLC 软件参数配置(GX Works2/3)
FX3U(485-BD)
plaintext
MOV H40A1 D8120 // 9600波特、8数据位、1停止、无校验、Modbus主站 MOV K1 D8121 // 本站主站地址
程序内启用 Modbus 功能,使用MODRD 读寄存器、MODWR 写参数指令。
FX5U(内置 485)
工程→参数→FX5UCPU→模块参数→RS485 串口
通信协议:Modbus RTU(主站)
波特率 9600,数据位 8,停止 1,无校验
终端电阻开关拨至 110Ω(单对配线)
程序使用 ADPRW Modbus 读写指令(FX5U 专用简化指令)
Q 系列(QJ71C24N)
模块参数设置串口模式:Modbus RTU Master,统一波特率与测径仪匹配。
3. 标准读取程序示例(读取测径仪外径寄存器)
需求:测径仪从站地址 1,外径数据寄存器 H0,读取到 PLC D100(整数)、D101(小数)
FX5U ADPRW 简化程序
plaintext
LD M0 // 自动运行触发 ADPRW S1:K1 // 测径仪从站地址1 S2:H0 // 测径仪起始寄存器H0 S3:K2 // 读取2个连续寄存器 D1:D100 // PLC存储起始寄存器 S4:K0 // 读操作
执行后:D100 = 外径整数,D101 = 小数点后两位,触摸屏拼接显示 D100.D101 mm
FX3U MODRD 写法
plaintext
LD M0 MODRD S0 H0 K2 D100 S0:K1 从站地址 H0:测径仪寄存器起始地址 K2:读取2个寄存器 D100:PLC存放地址
4. 配套逻辑优化(焊机强干扰防丢包)
读写指令加100ms 定时脉冲触发(用 T0 定时 M0,避免 OB1 高频循环读写导致通讯卡顿)
增加通讯异常判断:D8400 通讯错误标志置位 M1,触发报警提示测径仪失联
数据软件滤波:连续 3 次读取数值偏差超阈值则沿用上次有效数据,过滤焊机起弧干扰跳变
三、方案 2:4-20mA 模拟量简易通讯(单尺寸采集)
适合只需要实时外径、不需要偏差 / 报警数据的低成本场景
1. 硬件配置
PLC 模拟量模块:FX3U-4AD / FX5U-4AD / Q64AD
测径仪设置:4mA = 量程下限,20mA = 量程上限(例 Φ0~Φ50mm,4mA=0mm,20mA=50mm)
强干扰必加:4-20mA 信号隔离器,切断焊机地环路,杜绝数值漂移跳变
2. 接线(四线制测径仪)
测径仪输出 4mA+ → 模块 I+测径仪输出 0V- → 模块 I-、COM 短接模块 24V 给测径仪供电,屏蔽双绞线单端接地
3. PLC 量程换算程序(三菱标准线性缩放)
FX3U-4AD 电流输入原始数值:4mA 对应 0,20mA 对应 4000例:测径量程 0~50mm
plaintext
LD M8000 MUL D0 K50 D1000 // D0=AD原始值0~4000 DIV D1000 K4000 D101 // D101=实际外径0~50整数 MUL D0 K500 D1002 DIV D1002 K4000 D102 // D102=小数点后一位
4. 模拟量抗干扰优化(钢筋焊机必做)
模拟量模块参数硬件滤波设 200ms
程序增加一阶惯性平滑滤波,消除焊机瞬时尖峰跳变
信号前端加装 RC 无源滤波端子,搭配隔离器双重防护
四、方案 3:以太网 TCP/IP 通讯(高端西克 / 基恩士测径仪)
硬件:FX5U/Q 系列自带网口,测径仪 RJ45 网口,交换机手拉手组网
协议:测径仪多为 MC 协议 / 专用工业 TCP,三菱使用Socket 通信(SP.SEND/SP.RCV)
优势:多台测径仪并联、毫秒级高速采集,适合全自动钢筋连续轧制产线
缺点:普通国产测径仪不支持,成本高,调试复杂
五、钢筋焊接 / 轧制现场通用抗干扰全套优化(通讯不稳核心解决)
1. 布线 EMC 规范
485 / 模拟信号线全程屏蔽双绞线,禁止普通平行线
强弱电桥架分离,焊机 380V 主线、变频器动力线单独敷设
屏蔽层仅 PLC 柜单点接地,接地铜排地阻<4Ω,禁止两端接地形成地环路
通讯线缆避开焊接变压器、接触器、电磁阀等强辐射源,距离≥1.5m
2. 硬件滤波配套
RS485 总线两端 120Ω 终端电阻必须启用,长线缺一不可
模拟量回路强制加装 4-20mA 隔离器,解决焊机地电位差漂移
信号线加装铁氧体磁环,吸收变频器载波高频毛刺
测径仪 24V 独立开关电源,不和电磁阀、接触器共用电源
3. PLC 程序软件防抖
Modbus 读写采用定时脉冲,不持续循环读取,降低通讯负载
采集数值滑动平均滤波(取 5 次读数平均值输出)
通讯故障自锁报警:连续 3 次读取失败触发故障灯,停机提醒检修
数值突变限幅保护:单次外径波动超过 2mm 判定干扰,沿用前一次有效数据
六、常见通讯故障与快速排查
故障 1:Modbus 完全读不到数据
1)A/B 线接反,调换 485 两根线;2)测径仪从站地址、波特率与 PLC 不匹配,统一改为 9600 8N1;3)终端电阻未开启,长线信号反射丢失;4)屏蔽两端接地,断开测径仪侧屏蔽。
故障 2:数据频繁跳变、数值乱跳(焊机高发)
1)未加信号隔离器,加装 485 隔离中继 / 模拟隔离栅;2)通讯线与动力线同槽,重新分桥架;3)程序未做滤波,增加滑动平均、突变限幅逻辑。
故障 3:通讯偶尔断线、间歇性丢包
1)总线星型分叉接线,改为手拉手串联;2)接地不良,重新接等电位铜排;3)变频器载波过高,变频器参数下调载波至 2~4kHz。
故障 4:4-20mA 模拟量空载漂移、零点不准
地环路干扰,加装隔离器;模拟线屏蔽单端接地;模块加大硬件滤波时间。
七、钢筋产线标准落地配置(蓝鹏激光测径仪 + FX5U)
通讯方式:RS485 Modbus-RTU(读取外径、偏差、超差报警)
硬件:FX5U 内置 485、屏蔽双绞线、总线两端 110Ω 终端电阻、磁环
参数:9600 8N1,测径仪从站地址 1
程序:100ms 定时 ADPRW 读取,5 点滑动平均滤波,通讯故障报警
抗干扰配套:测径仪独立 24V 电源、信号线分线槽、焊机变频器加装进线 EMC 滤波器。
